FANUC A20B-1005-0190 | برد کنترل درایو اسپیندل — سیستمهای آمپلیفایر اسپیندل AC
شماره قطعه: A20B-1005-0190
سازنده:شرکت FANUC (ژاپن)
نوع محصول:برد کنترل درایو اسپیندل
سری برد: A20B-1005
عملکرد این برد
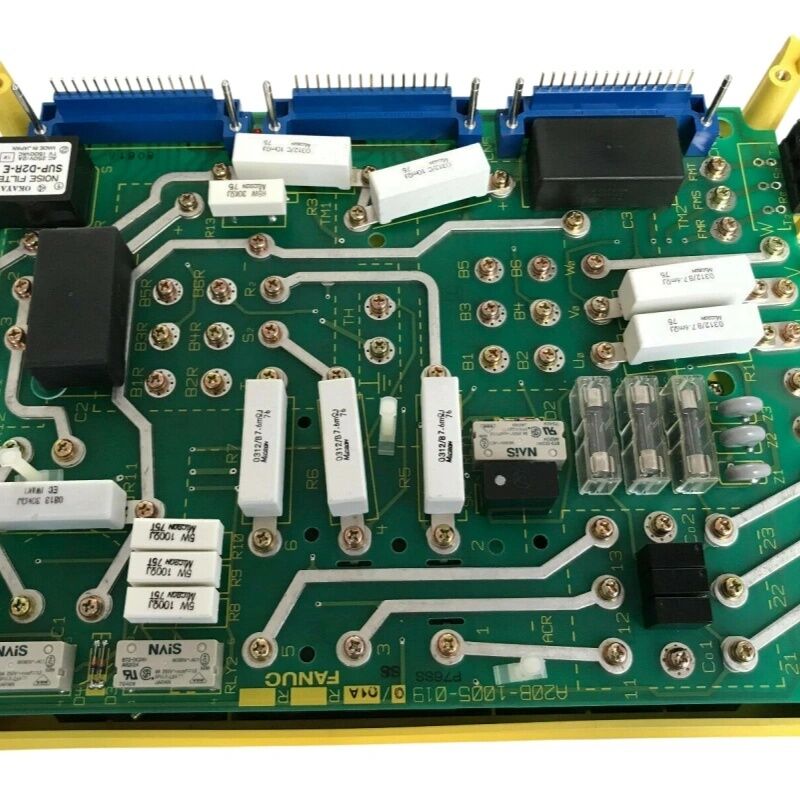
A20B-1005-0190 برد کنترل درایو اسپیندل AC FANUC است. این برد منطقی را که بین فرمان اسپیندل CNC و خروجی واقعی موتور قرار دارد، مدیریت میکند - خواندن دور در دقیقه هدف از CNC، مقایسه آن با بازخورد سرعت واقعی، تنظیم خروجی PWM، و نظارت بر سیگنالهای جریان، دما و انکودر در زمان واقعی.
این یک برد بخش کنترل است، نه برد مرحله قدرت. این تمایز برای عیبیابی مهم است. مرحله قدرت شامل ترانزیستورهای IGBT است که جریانهای بالای موتور را سوئیچ میکنند. برد کنترل الکترونیکی است که به این ترانزیستورها میگوید چه زمانی سوئیچ کنند. بسیاری از خطاهای اسپیندل که شبیه مشکلات مرحله قدرت هستند - هشدارهای جریان بیش از حد در هنگام شتابگیری، سرعت نامنظم - در واقع از الکترونیک کنترل نشأت میگیرند. یک آیسی درایور گیت معیوب روی برد کنترل، پالسهای زمانبندی نادرست را به ترانزیستورهای قدرت ارسال میکند و نتیجه شبیه خطای ترانزیستور است. در این موارد، تعویض برد کنترل اولین قدم صحیح است.
سری A20B-1005 شامل بردهای کنترلی است که با پیکربندیهای خاص درایو اسپیندل AC FANUC مطابقت دارند، با رابط سیگنال صحیح، منطق حفاظتی و پروتکل ارتباطی برای آن درایوها.
پس از تعویض
هنگام نصب یک برد کنترل جایگزین، پارامترهای درایو را تأیید کنید. برد کنترل تنظیمات مخصوص موتور را ذخیره میکند - جریان نامی، کالیبراسیون سرعت، پارامترهای کاربردی. اگر برد قبلی دارای تنظیمات سفارشی بود، قبل از بازگرداندن اسپیندل به تولید، آنها را از یک لیست پارامتر ثبت شده بازیابی کنید. نادیده گرفتن این مرحله شایعترین علت مشکلات پس از تعویض است.
مشخصات کلیدی
| پارامتر |
مقدار |
| شماره قطعه |
A20B-1005-0190 |
| سری |
A20B-1005 |
| نوع |
برد کنترل درایو اسپیندل |
| دمای عملیاتی |
0–55°C |
| دمای ذخیرهسازی |
−20–60°C |
| رطوبت |
حداکثر 75% RH (غیر متراکم) |
| منشأ |
ژاپن |
سوالات متداول
سوال 1: اسپیندل در هنگام شتابگیری هشدار جریان بیش از حد نشان میدهد. ترانزیستورهای قدرت سالم هستند. آیا این برد میتواند علت باشد؟
بله. یک درایور گیت معیوب روی برد کنترل باعث میشود ترانزیستورهای خروجی به طور نادرست سوئیچ کنند و باعث ایجاد یک جهش جریان شوند که تشخیص جریان بیش از حد را فعال میکند - حتی زمانی که خود ترانزیستورها آسیب ندیدهاند. ابتدا برد کنترل را تعویض کرده و پارامترها را قبل از تست تحت بار تأیید کنید.
سوال 2: سرعت اسپیندل در حین برش نوسان میکند. موتور و انکودر سالم به نظر میرسند. چه چیزی را باید بررسی کرد؟
نوسان سرعت با یک سیستم مکانیکی سالم به رگولاتور سرعت یا پردازش بازخورد روی برد کنترل اشاره دارد. ابتدا پالسهای انکودر تمیز را در ورودی برد تأیید کنید. سپس پارامترهای بهره رگولاتور سرعت را بررسی کنید. اگر هر دو صحیح باشند، ممکن است مدارهای رگولاتور برد دچار افت قطعات شده باشند.
سوال 3: پس از تعویض برد، اسپیندل اجرا میشود اما جهتیابی کامل نمیشود. چرا؟
جهتیابی به پالس Z انکودر و پارامترهای جهتیابی در درایو بستگی دارد. پارامترهای مربوطه را از پیکربندی اصلی منتقل شده تأیید کنید. اگر پارامترها صحیح هستند، سیگنال Z را که به ترمینال ورودی صحیح برد جایگزین میرسد، تأیید کنید.
سوال 4: درایو تست خودکار خود را با موفقیت پشت سر میگذارد اما در اولین فرمان سرعت CNC دچار خطا میشود. این نشاندهنده چیست؟
تست خودکار عادی اما خطا در اولین فرمان CNC نشان میدهد که رابط ارتباطی روی برد کنترل نمیتواند فرمان سریال از CNC را به درستی تفسیر کند. ابتدا کابلکشی بین CNC و درایو را تأیید کنید. اگر کابلکشی خوب است، مدار ارتباطی برد معیوب است.
سوال 5: این برد چگونه باید به عنوان یک قطعه یدکی پیشگیرانه ذخیره شود؟
در بستهبندی ضد الکتریسیته ساکن در دمای اتاق پایدار، دور از رطوبت نگهداری کنید. قبل از ذخیرهسازی، تنظیمات پارامتر را از برد نصب شده ثبت کنید - یک قطعه یدکی با پارامترهای مستند شده، زمان بازیابی را در صورت نیاز به قطعه یدکی به نصف کاهش میدهد.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!