فانوک A06B-6064-H302 | درایو اسپیندل دیجیتال AC — MDL 1.5 / 2 (موتورهای 1.5S/2S)، بازخورد سریال، سری A06B-6064، سازگار با FANUC 0-C/15/16/18/21
مرور کلی
درایو اسپیندل دیجیتال AC فانوک A06B-6064-H302 از خانواده تقویتکنندههای اسپیندل سریال A06B-6064 فانوک است که برای MDL 1.5 و 2 پیکربندی شده است — کوچکترین کلاس توان موتورهای اسپیندل در سری A06B-6064، به طور خاص مدلهای موتور اسپیندل AC فانوک 1.5S و 2S.
این موتورها در انتهای پایین محدوده درایو اسپیندل A06B-6064 قرار دارند: درایوهای اسپیندل فشرده و کمتوان مناسب برای مراکز ماشینکاری کوچک، مراکز تراشکاری کوچک و ماشینهای فرز CNC که نیاز به توان اسپیندل متوسط دارند و فضای کابینت محدود است.
سری A06B-6064 نسل تقویتکننده اسپیندل دیجیتال سریال فانوک را نشان میدهد — گذار از درایوهای اسپیندل آنالوگ قبلی به ارتباط دیجیتال بین درایو اسپیندل و CNC.
در این معماری، CNC دستورات سرعت و جهت اسپیندل را از طریق یک رابط دیجیتال سریال ارسال میکند و درایو اسپیندل بازخورد سرعت موتور و وضعیت را از طریق همان لینک سریال برمیگرداند.
این امر نیاز به شرطیسازی سیگنال آنالوگ را که نسلهای قبلی درایو اسپیندل به آن نیاز داشتند، از بین میبرد و اسپیندل را به همان محیط کنترل دیجیتال درایوهای سرو محور وارد میکند.
در نصب ماشین ابزار، A06B-6064-H302 به طور اجتنابناپذیری با واحدهای تقویتکننده سرو سری C (سری A06B-6066) در همان ماشین جفت میشود — این جفت شدن ترکیب استاندارد کارخانهای برای ماشینهای ساخته شده بر روی کنترلهای FANUC 0-C، 15، 16، 18 و 21 در دورهای بود که هر دو خانواده درایو فعال بودند.
درایو اسپیندل و درایوهای سرو همان کابینت کنترل را به اشتراک میگذارند و به ترتیب به رابط اسپیندل سریال CNC و رابط محور سرو PWM متصل میشوند.
درک این جفت شدن برای نگهداری ماشین مهم است: خرابی در درایو اسپیندل به واحد A06B-6064-H302 و مجموعههای PCB آن محدود میشود، در حالی که خرابیهای محور شامل واحدهای سرو A06B-6066 میشود.
مشخصات کلیدی
| پارامتر |
مقدار |
| مدلهای موتور |
1.5S، 2S (MDL 1.5 و 2) |
| نوع بازخورد |
بازخورد دیجیتال سریال |
| برد کنترل 1 |
A16B-2201-0440 |
| برد کنترل 2 |
A16B-2100-0070 |
| برد قدرت |
A20B-1005-0190 |
| کنترلهای سازگار |
FANUC 0-C/D، سری 15/16/18/21 مدل A |
| کاربرد |
درایو اسپیندل CNC (فرز، تراش، مرکز ماشینکاری) |
| سری |
A06B-6064 (تقویتکننده اسپیندل دیجیتال AC) |
MDL 1.5 و 2 — درایو اسپیندل کوچک، ادغام کامل CNC
در نامگذاری موتور اسپیندل AC فانوک برای دوران A06B-6064، شماره مدل کلاس توان پیوسته را مشخص میکند.
موتور 1.5S تقریباً 1.5 کیلووات توان اسپیندل پیوسته را ارائه میدهد و موتور 2S تقریباً 2 کیلووات را ارائه میدهد — هر دو موتورهای اسپیندل فشرده برای ماشینهای ابزار کوچک تا متوسط هستند که در آنها ترکیب قطعه کار و ابزار به توان کیلوواتی بالاتر کلاسهای موتور اسپیندل بزرگتر مانند 6S، 12S یا 22S نیاز ندارد.
علیرغم رتبه توان متوسط آنها، موتورهای 1.5S و 2S در A06B-6064-H302 همان کیفیت کنترل سرعت و گشتاور دیجیتال را مانند موتورهای بزرگتر در این سری دریافت میکنند. حلقه بازخورد سریال بین موتور و درایو تنظیم دقیق سرعت، شتاب و کاهش سرعت نرم تحت پارامترهای شتاب اسپیندل CNC، و همگامسازی قابل اعتماد برای عملیات ضربه زدن سفت و سخت را فراهم میکند که در آن اسپیندل باید موقعیت اسپیندل برنامهریزی شده را در هماهنگی با تغذیه محور Z ردیابی کند.
ضربه زدن سفت و سخت یک عملکرد حیاتی برای مراکز ماشینکاری است — توانایی درایو اسپیندل برای حفظ کنترل دقیق موقعیت اسپیندل در حین ضربه زدن مستقیماً کیفیت نخ و عمر ابزار را تعیین میکند.
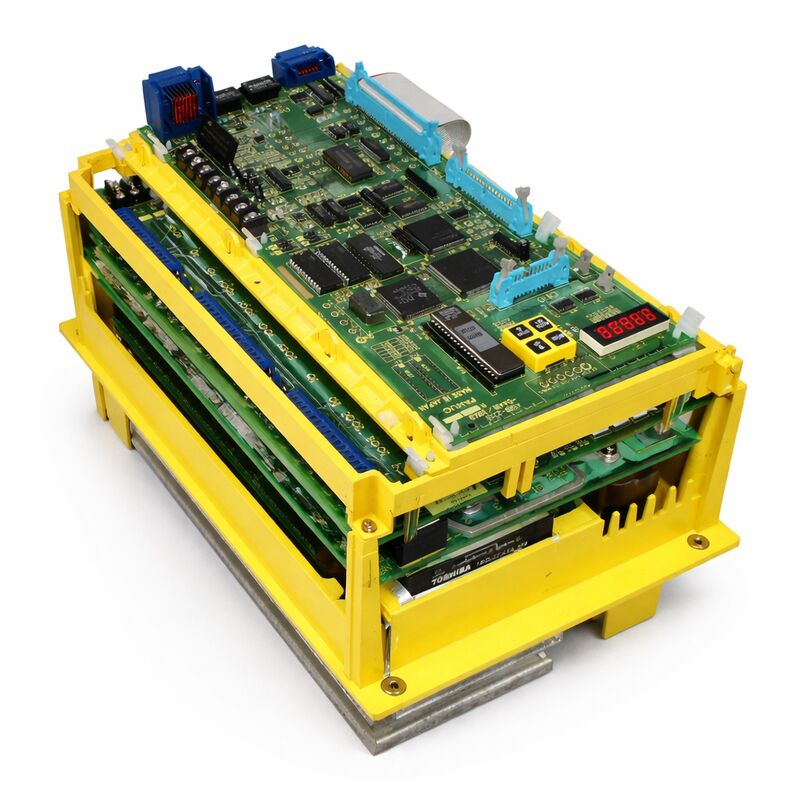
معماری سه برد PCB و قابلیت سرویس
A06B-6064-H302 از معماری داخلی سه برد استفاده میکند که در سری A06B-6064 استاندارد است: برد سیمکشی/رابط، مجموعه برد کنترل (A16B-2201-0440 و A16B-2100-0070) و برد قدرت (A20B-1005-0190).
هر برد وظیفه متمایزی را انجام میدهد — برد رابط سیگنالها را بین لینک سریال CNC، بردهای کنترل و بخش قدرت مسیریابی میکند؛ بردهای کنترل الگوریتمهای تنظیم سرعت و گشتاور دیجیتال را مدیریت میکنند؛ برد قدرت یکسوسازی AC، باس DC و سوئیچینگ خروجی IGBT را مدیریت میکند که انرژی باس DC را به جریان AC سه فاز که موتور اسپیندل را هدایت میکند، تبدیل میکند.
این جداسازی برد به این معنی است که خرابیهای رایج میدانی اغلب با تعویض یک برد به جای کل واحد درایو قابل رفع هستند. یک ترانزیستور قدرت معیوب روی برد قدرت را میتوان در حالی که بردهای کنترل در حال سرویس هستند، تعویض کرد.
یک برد کنترل خراب که تنظیم سرعت نادرست تولید میکند، به طور مستقل تعویض میشود و برد قدرت سالم را در جای خود باقی میگذارد. متخصصان تعمیر هر دو نوع برد کنترل و برد قدرت A20B-1005-0190 را به عنوان قطعات سرویس جداگانه دقیقاً به همین دلیل موجودی میکنند.
بازخورد سریال و رابط CNC
رابط بازخورد سریال در A06B-6064-H302 دادههای موقعیت و سرعت شفت موتور را با نرخ بهروزرسانی مورد نیاز برای حلقه موقعیت اسپیندل CNC به CNC منتقل میکند. این مسیر بازخورد همان چیزی است که ضربه زدن سفت و سخت را امکانپذیر میسازد — CNC از موقعیت زاویهای لحظهای اسپیندل، که از طریق بازخورد سریال منتقل میشود، برای همگامسازی پیشروی محور Z با چرخش اسپیندل دور به دور در طول عملیات ضربه زدن استفاده میکند.
رابط سریال همچنین اطلاعات وضعیت درایو را حمل میکند — کدهای هشدار، سیگنالهای سرعت رسیده، دادههای نظارت بر بار — از درایو به CNC، که به CNC دیدی نسبت به سلامت درایو اسپیندل میدهد که با درایوهای رابط آنالوگ امکانپذیر نبود.
هنگامی که درایو اسپیندل یک هشدار تولید میکند، CNC کد هشدار را از طریق رابط سریال دریافت کرده و آن را روی پنل اپراتور نمایش میدهد، که تشخیص خطا را برای اپراتور ماشین و مهندس نگهداری ساده میکند.
سوالات متداول
س1: توضیحات درایو میگوید MDL 1.5، 2 — آیا یک واحد هر دو موتور 1.5S و 2S را پوشش میدهد؟
بله. A06B-6064-H302 برای هدایت هر دو مدل موتور 1.5S و 2S پیکربندی شده است — این یک واحد درایو واحد است که تنظیمات پارامتر آن تعیین میکند کدام موتور را کنترل میکند. هنگام نصب با موتور 1.5S، بازخورد سریال موتور خود را به درایو معرفی میکند و درایو از مجموعه پارامتر مربوطه استفاده میکند.
همان واحد درایو، نصب شده بر روی موتور 2S، از پارامترهای 2S استفاده میکند. این پوشش دوگانه موتور در یک شماره قطعه، موجودی قطعات یدکی را برای کارگاههای ماشینی که ممکن است هر دو اندازه موتور را در ناوگان ماشینهای خود داشته باشند، ساده میکند.
س2: رایجترین حالتهای خرابی A06B-6064-H302 چیست؟
در برد قدرت، خرابی ترانزیستور IGBT شایعترین خطا است — معمولاً ناشی از شکست عایق سیمپیچ موتور است که اجازه میدهد جریان خطا از طریق مرحله خروجی درایو جریان یابد.
در بردهای کنترل، پیری قطعات و تخریب خازن الکترولیتی منجر به خطاهای تنظیم سرعت و خطاهای ارتباطی دیجیتال با CNC در طول زمان میشود. خرابی فن خنککننده استرس حرارتی را بر روی تمام قطعات تسریع میکند، بنابراین تأیید وضعیت عملیاتی فن در طول نگهداری معمول مهم است.
کدهای هشدار اسپیندل CNC مشخص میکنند که کدام دسته خطا فعال است و تکنسین تعمیر را به برد یا قطعه خاص هدایت میکند.
س3: آیا A06B-6064-H302 میتواند موتور اسپیندل دیگری غیر از 1.5S و 2S را هدایت کند؟
خیر — مرحله قدرت درایو و مجموعه پارامتر آن با کلاس موتور 1.5S و 2S مطابقت دارد.
اتصال یک موتور اسپیندل بزرگتر (مانند 6S یا 12S) به H302 منجر به کارکرد درایو خارج از محدوده جریان نامی خود در طول بارهای ماشینکاری، فعال شدن حفاظت اضافه جریان یا در موارد شدید، آسیب رساندن به مرحله خروجی میشود.
همیشه مدل درایو اسپیندل را با مدل موتور اسپیندل مطابقت دهید؛ عدد پسوند H در شماره قطعه A06B-6064 کلاس موتوری را که درایو برای آن طراحی شده است، مشخص میکند.
س4: آیا ضربه زدن سفت و سخت به سختافزار اضافی فراتر از A06B-6064-H302 نیاز دارد؟
ضربه زدن سفت و سخت نیاز دارد که CNC تابع ضربه زدن سفت و سخت را در گزینههای نرمافزاری خود فعال کرده باشد و موتور اسپیندل باید دارای یک رمزگذار پالس سریال باشد که بازخورد موقعیت زاویهای را که CNC برای همگامسازی موقعیت اسپیندل با حرکت محور Z استفاده میکند، فراهم کند.
رابط بازخورد سریال A06B-6064-H302 از این بازخورد موقعیت پشتیبانی میکند.
پارامترهای CNC باید برای هندسه خاص اسپیندل و ضربه تنظیم شوند. هیچ سختافزار اضافی فراتر از درایو استاندارد H302، موتور اسپیندل مجهز به رمزگذار سریال و تنظیمات پارامتر مناسب CNC مورد نیاز نیست.
س5: آیا A06B-6064-H302 با A06B-6064-H303 یا سایر مدلهای مجاور قابل تعویض است؟
در سری A06B-6064، هر نوع پسوند H مربوط به یک مدل موتور خاص است — H302 برای 1.5S/2S، H303 برای 3S، H305 برای 6S، H312 برای 12S و غیره.
بردهای کنترل در بین چندین نوع مشترک هستند (همان A16B-2201-0440 و A16B-2100-0070 در چندین مدل A06B-6064 ظاهر میشوند)، اما برد قدرت و برخی از نرمافزار پارامتر بین کلاسهای موتور متفاوت است.
نباید H303 یا H305 را با H302 جایگزین کرد مگر اینکه سازگاری برد قدرت تأیید شود و پارامترهای موتور صحیح بارگذاری شوند، زیرا ویژگیهای درایو موتور بزرگتر ممکن است با اجزای مرحله قدرت H302 به درستی کار نکنند، یا بالعکس.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!